用户登录热点新闻 |
||
包装容器对热收缩标签选材的影响因素!新闻来源: 发布时间:2020-09-17 08:36:00 为容器设计包装,就如给人量体裁衣,设计师也需要对容器和标签材料特性有一定的了解,才能够选择最合适的“布料”,结合容器“身材”特征,充分的展现设计师的意图。
常见的包装容器主要有:塑料容器、纸质容器、玻璃容器、金属容器、木质容器。  采用热收缩标签的包装
其中应用热收缩标签最为广泛的是塑料容器,如:PET、PP、HDPE、PS基材的容器。
下面我就来一起分享一下在标签选材中应当注意的一些基本原则:
首先,从容器形状角度来考虑,材料的收缩率是否能满足容器要求的最大收缩率。
为使得商品的外形更有视觉冲击力,设计师们多在容器上设计很多的异形构造。这样传统的丝印、贴标和不干胶标签在其上面的适应性和表现力就受到了较大的局限,只有热收缩标能够实现完美的追随容器的外形展现更强的表现力。这就需要在选择标签材质时必须要考虑到所使用的材料收缩率是否可以满足容器的最大需要收缩率,否则容易出现裙边、皱纹等不良现象。
我们结合下面一个图例进行说明: 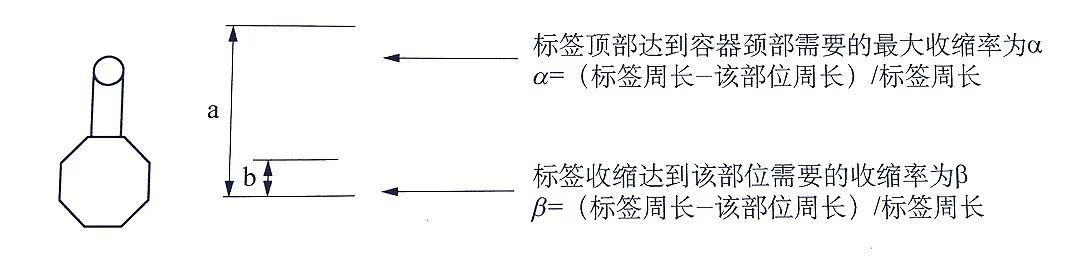 异型容器对收缩率要求对分析图
■ 如果标签的设计高度为a,则材料的最大热收缩率必须满足Fmax>α; 如果标签的设计高度为b,则材料的最大热收缩率必须满足Fmax>β。
在这里还需要强调的一点是,在确定材料最大收缩率是否适合容器包装时,须保证一定的差值,因为通常生产过程中标签实际接触到的温度多为85℃~95℃,所以很难达到材料在沸水条件下收缩的环境。
因此材料在80℃和90℃条件下的收缩率对标签的收缩效果有着关键的影响作用。
其次,从容器材质角度考虑。
标签和容器进入热收缩通道进行收缩定型时,容器会产生一定程度的热膨胀,而标签发生的是热收缩变化,两个变化是同时的,也是相反的。
当离开高温开始冷却时标签迅速冷却定型,而容器由于材质本身物性和壁厚的影响冷却收缩相对较缓慢,在容器的一涨一缩之间,标签和容器很容易形成悬空状况,即我们常说的“返松现象”。
  热收缩标签应用
这不仅会使标签看上去有松松垮垮,影响外观,在规则的圆柱型容器和杯状容器上还容易出现转标和落标的风险,给商品包装带来很大的安全隐患。
如何克服这些问题呢? 
让我们先来了解一下塑料容器材料自身的收缩率大小。 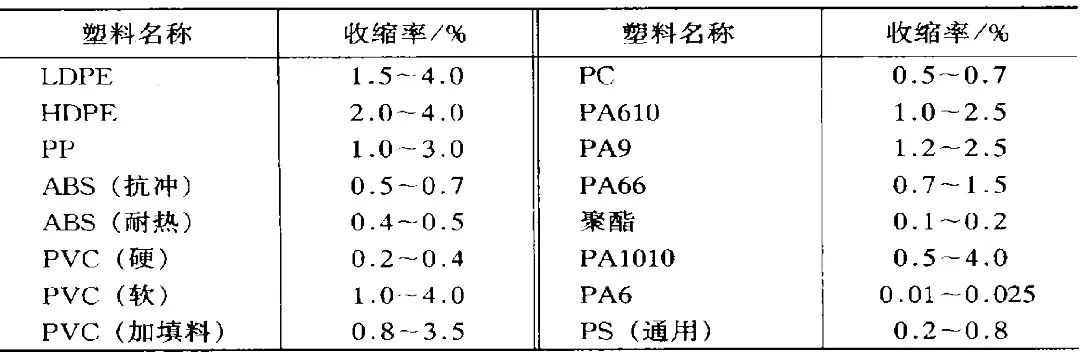 常用塑料容器收缩率对比表
■ 从上表中可见,常见容器的收缩率依次为PET(即聚酯)<PS<PP<HDPE。
所以尤其是PE材质的容器尽量选用追随性好或低温收缩的材质,如OPS、低温收缩的PET、PVC等。
另外尽量控制标签收缩过程中容器实际温度低于其最大热涨比的温度。关于容器的最大热涨比温度的测算,有一个简单的实验方法:先测定对象容器的指定位置周长尺寸,然后用恒温水锅准备设定温度条件的热水,再将恒温的热水注入容器,10秒后测量相同位置的容器周长尺寸,依次测试多组数据直到找到容器周长变化最大小时的温度,即为容器的最大热涨比温度。
再次,从容器和标签材质匹配角度考虑。
容器和标签尽量不要选择同种材质。
因为,当材料加热到其软化点时,容器和标签容易产生熔融粘结的现象,对包装外观和分类回收造成一定的不良影响。如必须选择同种材质则需要里印油墨或光油的方式将标签和容器进行隔离。
 异形容器的热收缩套标应用
最后,从标签材料收缩应力强弱的角度考虑。
容器的挺度必须强于标签收缩时收缩应力,否则在收缩应力的作用下,容器容易被标签应力挤压影响容器容积,甚至造成容器变形。
在先套标后罐装的包装工艺中,一些塑料容器由于壁薄挺度弱,当标签收缩应力大时会致使容器容积降低(当然影响容器容积变化的原因还有材质收缩变形的影响)。较常见的轻便纸盒、塑片吸塑或冲压成型的简易包装盒其材料挺度较软收缩时易出现压扁的现象。常见材质收缩应力大小依次为:PET>PVC>OPS。
  热收缩标签应用
完成收缩标签的包装最终实现设计师的理念,不仅需要考虑容器的特征,还需要考量标签与收缩通道的匹配,就好比“布料”选好了,“裁剪”定板了,我们还需要选好合适的“缝纫设备”。
文章摘自《中国包装大全—日化篇》 
|
||







